首页 > 心得体会 > 学习材料 / 正文
某FSO,舵系故障分析及修理工艺
2023-03-10 12:45:07 ℃赵福志,陈拔云
(友联船厂(蛇口)有限公司,深圳 518054)
某FSO 是由一艘110 000 DWT 原油船改造而成,在某油田投产服役不到半年,在一次解脱单点自航避台的过程中,发现舵角需保持在右20°左右才能正向行驶。据初步判断,舵叶与舵杆发生了相对滑移,需进厂检查和修理。为了缩短修期,减少FSO 因停产对油田收益造成损失,需事先进行排查分析,制定一套完善的舵系修理方案,确保施工的进度、质量和安全。
该FSO 采用内置单点系泊系统,单桨、单舵、柴油机推进,其舵系采用转叶式舵机、半悬挂舵结构,舵叶重约80 t、舵机重约22 t,舵杆重约18 t,其基本结构如图1 所示。

图1 半悬挂舵结构图
舵杆上部与舵机转子间、下部与舵叶间,均通过无键锥体过盈配合的方式进行连接,并通过液压螺母固定。当需要转向时,舵机转子通过锥孔与舵杆锥体间的胀紧配合方式,将转舵力矩传递给舵杆,舵杆再将扭矩传递给舵叶,从而实现转舵作业。
安排技术人员出海,对该船的舵机、反馈机构、机械保护等系统进行检查,未见异常;
查看出厂时舵机转子与舵杆间的原位置对中标记,无偏离,证明舵机转子和舵杆锥体间没有发生相对滑移;
委派潜水员在水下现场勘验并拍照,见舵叶外观良好,无受损迹象,基本可排除舵叶遭受硬物碰撞、磕碰的可能;
将舵叶转动至正常零位时,舵机的指针指示在右偏20°左右。
将该舵的结构完工图、舵系计算参数、服役期间最恶劣一天的海域工况、船舶吃水、压载及载荷状况等数据,发送给研究院进行舵扭矩载荷计算分析,证实当天舵扭矩值多次超出设计扭矩值,基本可以确定舵发生不可恢复性左偏是由波浪抨击造成的,但仍难判断究竟是舵杆产生扭曲引起的,还是舵叶与舵杆锥体间产生相对滑移造成的。
为缩短修期并避免类似故障再次发生,经过详细的调研分析,船方决定对原舵叶、舵杆、舵销进行整体换新处理;
同时,设计院通过模拟改造后的FSO 在系泊海域工况下作业,计算其结构的受力情况,决定将舵面积比由原来的1.858%减少至1.6%,以减少风浪下舵叶对舵杆的扭矩影响;
舵叶与舵销锥孔铸钢件的两侧连接钢板,由原来的26 mmDH36 板更换为44 mmEH36 板;
舵销的液压螺母与舵杆舵叶的液压螺母外径,由原来的740 mm 增大至800 mm;
舵杆与舵叶间连接锥体长度,由原来的900 mm 增长至950 mm,以增大受力面积;
舵杆其余主体部分,仍与原舵杆设计一致,以保证原船体结构和设备(舵机、舵承等)不需要改造,通过增加锥体连接处的压入量来提高舵叶的设计扭矩值,大大减少了施工量。
为满足船方的修期要求,需在该船进厂前预订好舵叶、舵杆、舵销、舵杆下轴套以及舵销轴套等备件,并制作好相关的拆卸、吊运工装及修复方案等。
(1)舵杆和舵机的中心线在0#,其正上方飞机平台的强结构不宜拆除,但强结构最前端为0#+300,对舵杆及舵机的整体吊运进出舱均有阻碍;
(2)舵叶受强外力影响产生20°偏移后,舵叶与舵杆、舵机转子与舵杆间的无键连接锥体可能已产生滑移,锥体间有损伤,舵杆上下两端液压螺母被挤压,大大增加了松出的难度;
(3)舵杆下轴套下方的油漆保护层过厚,且下舵承衬套内孔处积聚了大量水垢等杂质,在吊出舵杆的过程中,舵杆下轴套容易卡住舵承衬套,给拔出带来很大的阻力。
船舶进坞前后,安排人员核对舵机及舵杆尺寸,确定舵机及舵杆的出舱路径,在舵杆正上方甲板面上保护性割除工艺孔(预留吊装安全间隙500 mm),并拆除周边一切妨碍吊运的管线和设备等,包括飞机平台上的部分防坠网及其支撑,但仍保留飞机平台的强结构。
6.1 舵叶拆除
(1)在舵叶左右两侧分别焊接2 个100 t 吊耳,用4 个50 t 手拉葫芦配合固定住舵叶,但不必过紧;
(2)割除舵销、舵杆螺母两侧的工艺门以及半弧形工艺罩,分别查看舵销和舵杆的螺母保险指针状况,发现舵杆下螺母保险完好,但保险指针已往左后方向偏移约20°,这表明舵杆与舵叶的锥体间已发生了滑移,导致舵叶左偏约20°;
(3)割除保险后,用5 t 葫芦拉住扳手并用撞锤配合冲击,仍无法拆动舵杆下螺母;
(4)往舵杆下螺母的液压柱塞内泵油,使其产生向上的顶升力F1,同时往舵叶锥体内泵油,使锥体内孔膨胀扩大,产生向下的分力F2,使F1 > F2;
(5)舵叶往上移动少许后泄掉膨胀压力,螺母推进压力需继续保持15 min 后才泄压,使舵杆下螺母与舵叶分离,再用螺母转盘、5 t 葫芦、插杆等配合拆松舵杆下螺母,并在舵叶与舵杆下螺母间垫上一片5 mm厚的橡胶垫;
(6)液压泵松舵叶,拆出舵杆下螺母,将舵叶缓缓吊运下放到坞底进行检查,发现舵杆锥体大端以及舵叶锥体孔大端均有滑移、烧损、麻点等痕迹;
(7)拆出舵销螺母和舵销,未见舵销及舵销孔有松动、滑移或磨损痕迹。
6.2 舵机拆卸
(1)为了拆松舵杆上螺母,特制如图2 所示的专用冲击扳手。用扳手卡住舵杆上螺母后,安排人员在两侧分别用5 t 葫芦对称反向用力拉紧的同时,用撞锤轮番敲击,配合拆松舵杆上螺母;

图2 专用敲击扳手
(2)在舵机与舵杆上螺母间垫上一片5 mm 厚橡胶垫,往舵机转子锥体内泵油,液压泵松舵机与舵杆;
(3)拆出舵杆上螺母,并拆除舵机管线、舵机座固定螺栓、密封装置等;
(4)测量舵机座固定螺栓的外径及螺栓孔内径的尺寸,并探伤检查,若装配过盈量不符合规范要求或存在质量缺陷,需更换螺栓或就地镗孔修正。
6.3 舵机和舵杆吊运出舱
为了避开飞机平台强结构,特制弓形专用吊杆,如图3 所示。该弓形吊杆的设计工作载荷为25 t,均大于舵杆或舵机的最大重量;
弓形吊杆由厚壁无缝钢管、吊耳、加强板焊接而成,经过现场测量、CAD 放样、外形设计、有限元分析优化、焊后打磨、探伤检查、超重试验检查合格后,方可使用。

图3 起吊25 t 时的吊杆有限元分析图
(1)舵机吊运出舱
① 用码头100 t 吊机将弓形专用吊杆竖直放置在舵机正上方,在吊杆下悬挂3 个10 t 手拉葫芦配合锚紧舵机;
② 缓缓提升吊杆,先整体向上吊起5.5 m,再往船首方向水平吊运1.5 m,使之完全避开上方的飞机平台后,将舵机整体吊运出舱,转运回车间进行保养;
③ 检查舵机转子内孔及舵杆上部锥体的接触面情况,未发现明显滑移痕迹。
(2 ) 舵杆吊运出舱
① 为避免吊运时舵杆上的油漆皮卡入舵承衬套而产生过大阻力,需事先做好清洁工作;
② 在舵杆下方架设好顶升工装,在50 t 螺纹千斤顶及4个10 t手拉葫芦的共同配合下,慢慢将舵杆顶起,如图4 所示;

图4 顶升舵杆图
③ 当舵杆被顶起约350 mm 后,用吊机将弓形吊杆放置在舵机正上方,尽量使弓形吊杆与舵杆处于同一中心线上,将舵杆缓缓吊运出舱,如图5 所示;
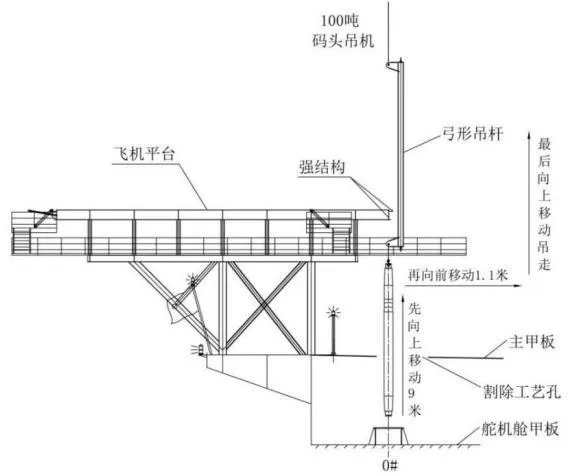
图5 舵杆吊运出舱图
④ 将舵杆先向上吊起约9 m,再往船首方向水平吊运1.1 m,使之完全避开上方的飞机平台后,吊运到码头存放;
⑤ 检查舵杆下舵承衬套内孔,未见严重磨损痕迹,可见舵杆运行状况较好。
6.4 舵系回装
(1)准备工作
① 对照图纸核对旧舵杆、旧舵销尺寸,确认无误后,通知厂家对新舵杆、新舵销进行精加工;
② 完成新舵销与新舵叶、新舵杆与舵机、新舵杆与新舵叶间锥体孔的蓝油拂配工作。要求锥孔与锥体应均匀接触,接触面积应大于70%,各锥体研配后每25 mm×25 mm 面积内不少于2 ~4 个油粉斑[1],在锥孔的两端50 mm ~100 mm 长度上接触斑点应更密实;
③ 拆除原船下舵承衬套和舵销衬套;
④ 以舵机上舵承孔和舵钮承孔中心作为基点,拉线检查发现下舵承衬套座孔中心最大偏移量为0.86 mm。按照国标要求,各舵承中心同轴度应不大于安装间隙(图纸上为1.65±0.10 mm)的0.7 倍[2],即1.085 mm,因此舵承孔中心线无需镗孔加工;
⑤ 分别将原舵承衬套座孔、新舵杆轴颈和新舵销轴颈的尺寸数据告知衬套厂家,通过计算得出新衬套的加工尺寸;
⑥ 根据厂家提供的加工尺寸,车制各新衬套,复核尺寸无误后,用干冰或液氮将其冷冻安装到位;
⑦ 待恢复常温后,复测各衬套的内径。确认舵销轴套与舵销衬套、舵杆轴套与舵承衬套的安装间隙符合要求。
(2)注意事项
① 按先安装舵销至舵叶上,后安装舵叶,再安装舵杆,最后安装舵机的顺序回装整个舵系;
② 舵销和舵杆的所有配合锥体的安装,务必按照原拂配标记进行,压入量需严格按照说明书执行;
③ 回装后,核对并确保舵叶零位马克和舵机转子零位马克一致;
④ 根据安装后舵杆与舵叶的位置,现配焊接左右两侧的止跳块,止跳间隙为2.0 ~2.5 mm;
⑤ 舵系回装到位后,复测各个衬套位的间隙,确保符合要求。
舵机油马达系统经重新注油、放气、密性试验合格后,根据操作手册进行转舵试验,并根据实际舵角对舵机间、集控室及驾驶台的舵角指示进行校正和调整。
经拆检分析可知,该FSO 舵系发生不可恢复性左偏的原因是:恶劣海况下波浪抨击舵叶产生的冲击力大于原设计扭矩值,致使舵叶与舵杆无键过盈连接锥体间产生相对滑移;
通过减小舵叶面积、增强舵叶结构、增加舵杆及舵叶间的锥体长度以及舵叶液压螺母的接触面积,并增加舵杆锥体压入量等优化改造后,虽然能大大增强舵系抵抗恶劣海况的能力,但仍建议在管理上对船舶作出以下几方面的改进:
(1)在台风来临前2 天内不进行外输作业;
(2)若出现台风天气但船舶处于空载状态,建议进行必要的压载,增加尾部吃水;
(3)即使船舶处于非空载状态,在台风来临前,也建议适当压载使船况呈一定程度的尾倾为宜;
(4)台风季节,务必掌握准确的气象预报信息,如再超过临界的环境条件,必须解脱航行,避开台风影响。
该FSO 舵系修理工艺流程紧凑合理,施工安全快捷,通过设计敲击扳手、弓形吊杆等工装,有效解决了液压螺母拆卸困难、飞机平台阻碍舵杆吊运等难题,为缩短修期创造了有利条件。该舵系修理工艺得以实施验证,维修质量得到船方认可,希望能为其它船厂提供借鉴和参考。
猜你喜欢 吊运锥体衬套 英国装备的CH-47正在进行野战吊运军事文摘(2022年19期)2022-10-18汽车麦弗逊悬架前下摆臂衬套布置形式研究汽车零部件(2021年7期)2021-07-29DB41/T 1644-2018吊运熔融金属起重机检验细则江苏钢铁(2020年12期)2020-09-14搜集凹面锥体小猕猴智力画刊(2020年5期)2020-06-01偏心衬套的更换技巧探索科学(学术版)(2019年11期)2019-06-16石横特钢吊运废钢用挂梁起重机设计山东冶金(2019年2期)2019-05-11锥体上滚实验的力学分析物理实验(2019年4期)2019-05-07一种电动汽车专用橡胶轮胎自动吊运机器人橡塑技术与装备(2018年21期)2018-11-13过盈装配的传动轴衬套尺寸设计汽车实用技术(2018年20期)2018-10-26民机衬套修理技术对金属结构疲劳性能的影响研究民用飞机设计与研究(2018年1期)2018-05-04- 上一篇:多管齐下,形成促进高质量发展合力
- 下一篇:公共卫生视角下的校园高大空间研究*
猜你喜欢
- 2024-01-20 有关于第五次全国经济普查统计重点业务综合培训大会上讲话(完整文档)
- 2024-01-20 “严纪律、转作风、保安全、树形象”专题学习教育活动通知(完整文档)
- 2024-01-20 2024XX区住房城乡建设工作情况汇报
- 2024-01-20 2024高校思政教育交流材料:善用反腐败斗争这堂“大思政课”(精选文档)
- 2024-01-20 2024年主题教育专题党课辅导报告,(4)
- 2024-01-20 关于赴某地学习考察地方立法工作情况报告(范文推荐)
- 2024-01-20 2024年度关于增强党建带团建工作实效对策与建议(精选文档)
- 2024-01-20 教师演讲稿:春风化雨育桃李,,潜心耕耘满芬芳(全文)
- 2024-01-20 主题教育第二阶段来了
- 2024-01-20 2024年度关于到信访局实践锻炼个人总结【完整版】
- 搜索
-
- 打赌输了任人处理作文1000字7篇 05-12
- 当代大学生在全面建设社会主义现代化强 05-12
- 全面建成社会主义现代化强国的战略安排 03-10
- 个人廉洁自律方面存在的问题及整改措施 05-12
- 谈谈青年大学生在中国式现代化征程上的 05-12
- 2022年党支部第一议题会议记录(全文完 11-02
- 作为青年大学生如何肩负时代责任6篇 05-12
- 村党组织建设现状及工作亮点存在问题与 05-12
- 全面从严治党,自我革命重要论述研讨会 05-12
- 产业工人队伍建设改革(全文完整) 10-31
- 11-25国庆70周年庆典晚会 庆典晚会串词
- 11-25办公室礼仪的十大原则 浅谈办公室的电话礼仪
- 01-17用心灵轻轻地歌唱_心灵的歌唱
- 01-17也许你不是我一生的唯一|也许不是我
- 01-17爱了,请珍惜;不爱,趁早放手|爱就珍惜不爱就放手
- 01-17岁月带走的是记忆,但回忆会越来越清晰|有趣又有深意的句子
- 01-17曾经的美好只是曾经,我只想珍惜身边的人|我只想珍惜你
- 01-18从容不惊 [学会笑眼去看世界,不惊不乍,淡定从容]
- 02-03当代大学生学习态度调查报告
- 02-03常用护患英语会话
- 标签列表
