首页 > 心得体会 > 学习材料 / 正文
某超大型磁铁矿选矿厂碎磨工艺流程选择
2023-05-04 15:40:27 ℃王 耀 于海丰
(首钢滦南马城矿业有限责任公司,河北 唐山 063000)
铁矿石是我国重要的战略矿产资源,国内铁矿石供应严重不足。我国是全球最大铁矿石进口国,铁矿石对外依存度80%以上。受国外供给垄断势力影响,近年来铁矿石进口价格剧烈波动,严重威胁到我国钢铁工业的安全,急需开发国内自有资源。马城铁矿是国内近几年少有的在建特大型铁矿项目,建成后将增加国内铁矿石供应量,对平抑国际铁矿石市场价格、提高我国定价话语权意义很大。
马城铁矿位于河北省唐山市滦南县,北距首钢矿业公司58 km,资源储量12.45 亿t,属于新建采选一体的特大型充填法地下开采矿山,采选设计规模为2 200 万t/a,生产铁精粉737.5 万t/a。公司秉承“规范、高效、绿色、生态”的发展理念,以建设“国内领先、国际先进”的超大型绿色智慧矿山为目标,采用先进设计理念和大型高效智能装备,将绿色节能综合利用贯穿设计、建设和生产的全过程,高标准建设绿色智能高效超大规模铁矿选矿厂。
在选矿试验基础上,借鉴吸收国内外矿山先进设计理念,并结合马城铁矿建矿条件,针对马城铁矿碎磨工艺流程,进行了详细工艺方案及技术经济比较。
1)碎磨工艺比较。关于碎磨工艺方案,现阶段国内选矿厂生产多采用三段破碎-球磨工艺、半自磨-球磨工艺和高压辊磨-球磨工艺等三种方案。从技术角度上讲,三种碎磨工艺在铁矿选矿都有成熟应用,根据马城铁矿矿石性质,对三种碎磨工艺方案进行比较。三种碎磨工艺各有优缺点,从目前国内外大型、特大型选矿厂设计趋势上看,优先选择半自磨-球磨工艺及高压辊磨-球磨工艺方案。其优势在于:①半自磨-球磨工艺相比于老三段,工艺简化,厂房配置简单;
去掉了中细碎车间,块矿生产带来的粉尘量会急剧降低,减少对环境的污染;
老三段在处理粘矿时会发生堵矿甚至设备效率降低的现象,半自磨-球磨工艺则受矿石粘度的影响很小。②高压辊磨-球磨工艺和老三段相比,最突出的优点就是节能降耗作用明显,体现在高压辊磨的产品粒度更小,可达3 mm以下,而且高压辊磨产品物料的表面由于挤压会产生大量的微裂纹和裂隙,矿石球磨功指数会降低许多,这两方面因素都将大幅度降低球磨机的功耗。
马城铁矿矿石为磁铁矿,在辊磨后采用磁选机预先抛尾,减少进入球磨机的矿量,降低了能耗和生产成本,对整个磨矿及选别作业非常有益。而且相比于半自磨-球磨工艺,高压辊磨-球磨工艺受原矿的性质变化影响较小,生产相对稳定,故马城铁矿碎磨工艺技术采用高压辊磨-球磨方案。
2)高压辊磨前破碎段数确定。高压辊磨前破碎段主要与高压辊磨机给矿粒度和废石制砂粒度有关。根据高压辊磨机近几年生产实践反馈,高压辊磨机辊面使用寿命不仅与矿石性质关系密切,给矿粒度对辊面磨损的影响也很大。高压辊磨机给矿粒度过大,设备作业率低、辊面磨损严重、维修工作量大,影响高压辊磨系统的正常生产。鉴于上述情况,在中碎作业后增加细碎作业控制高压辊磨机给矿粒度至25~0 mm,即三段闭路破碎+高压辊磨。并对二段闭路破碎+高压辊磨(方案一)和三段闭路破碎+高压辊磨(方案二)两方案可比部分进行比较,两个方案选矿工艺指标一致,两个方案可比较部分主要设备表见表1,方案比较结果见表2。

表1 方案比较主要设备表(可比部分)
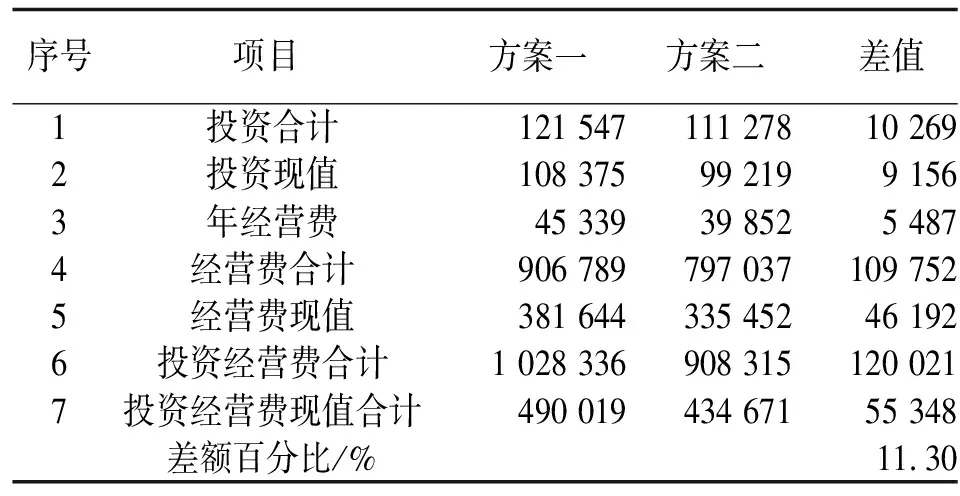
表2 技术经济方案比较表(可比部分) 万元
通过比较结果来看,方案二较方案一技术经济合理,方案二能充分发挥高压辊磨机作为碎磨设备的作用,改善高压辊磨机工作环境。同时考虑到建材25 mm 的粒度要求,采用三段一闭路破碎至25 mm-高压辊磨至3 mm-球磨工艺流程。
3)高压辊磨闭路筛分工艺方案。目前国内高压辊闭路筛分工艺筛分作业以湿式闭路筛分为主,但近几年干式闭路筛分也有工业应用实践。高压辊干式闭路筛分工艺较湿式闭路筛分工艺优点是:高压辊作业与主厂房断开,系统运行稳定;
粗粒预磁选给料采用胶带运输,规避了泵和管道磨损问题;
高压辊和筛分车间都采用大型化设备,装备水平较高。高压辊干式闭路筛分工艺较湿式闭路筛分工艺缺点是:干式筛分采用大规格设备,设备购置费较常规设备高;
干式闭路筛分需要良好的除尘设施。高压辊闭路筛分方案比较主要设备购置费对比见表3,建筑工程费对比见表4。

表3 设备购置费对比(可比部分)

表4 建筑工程费对比(可比部分) 万元
干式闭路筛分方案较湿式闭路筛分车间设备购置费增加560万,干式闭路筛分方案较湿式闭路筛分车间建筑工程费少840万。综合设备购置费和建筑工程费,干式闭路筛分工艺较湿式闭路筛分工艺可节省投资280万投资,同时考虑干式筛分在工艺技术及生产组织方面更具优势,采用高压辊干式闭路筛分工艺。
4)干选尾矿利用方案比较。综合考虑选充平衡、资源综合利用、无尾排放等需求,对工艺生产中的抛尾作业进行了方案比较。方案一:采用大块300~0 mm干式抛尾和中细碎后筛上80~20 mm干式抛尾两段干选工艺,干选块尾单独破碎至20~0 mm作为建材原料。方案二:将井下提升的矿岩全部破碎至25~0 mm进行干选抛尾,25~0 mm块尾作为建材原料。方案三:采用中细碎后筛上80~20 mm干式抛尾和高压辊磨后筛上20~3 mm干式抛尾两段干选工艺,干选块尾分为80~20 mm和20~3 mm两种建材原料。方案比较结果见表5。

表5 方案综合比较(可比部分)
方案一:干选抛尾量较少,选矿尾矿和充填尾矿匹配较困难,生产中难控制;
单独进行石料加工,系统复杂、占地面积大、投资和运行费高,因此不建议该方案。方案三:流程内生产出80~20 mm石料,市场不好销售,需额外建设破碎设施;
3~20 mm石料经过高压辊磨机辊压后,存在裂隙,作为建筑砟不合格,因此不建议该方案。方案二既能进行提前干选抛尾,恢复地质品位,又能在流程内生产出碎石建材产品,因此,选择方案二,并进行流程优化。将方案二调整为将矿岩全部破碎至25~0 mm进行干选抛尾,干选废石作为建材原料。该方案能够保证生产稳定性、连续性,并有较好的经济性。
5)主厂房系列方案比较。高压辊-湿式预选-阶段磨矿阶段选别工艺布置方案对比研究,研究主要内容为上述工艺流程系列数的选择,包括一个系列(下文称之为方案一),两个系列(下文称之为方案二)和三个系列(下文称之为方案三),三个方案的工艺流程、精矿量及选别指标完全相同,不同点在于高压辊,筛分车间及主厂房设备选择、车间布置、基建投资及生产成本。方案一采用单个系列不能与采矿排产计划很好匹配,故本次主要进行方案二和方案三的比较。

表6 方案二和方案三建设投资对比(可比部分)
方案二设备大型化,减少了设备台数,设备管理简单,流程管控方便。通过经济效益分析,方案二在建设投资上较方案三节省投资3 885万元。在主要材料衬板及钢球消耗方面,两个方案处理量相同,材料消耗基本相同,在人员配备方面两个方案也基本相同。在设备功耗方面,方案二较方案三装机功率增加1 091 kW,运行功率方案二较方案三减少872 kW,年节省电费372.9 万元。但结合马城铁矿采矿排产计划,考虑到采、选、充的整体项目组织生产,三个系列相较于两个系列,在选矿生产运营的灵活性、稳定性以及与采矿和充填系统匹配等方面比两个系列有明显的优势,确定磨矿系统采用三个系列。
6)二段磨矿方案比较。马城铁矿二段磨矿细度为-200目85%,在此磨矿细度下,磨矿设备既可以选择球磨也可以选择立磨机。磨矿的目的是满足选别作业的粒度需求,在此条件下,应尽量节能,因此进行了二段磨矿方案的比较研究。对马城铁矿二段磨矿分方案一(球磨方案)和方案二(立磨方案)两个方案进行方案比较,两个方案工艺流程结构完全相同,二段磨矿采用旋流器预先分级,高频细筛检查分级,两个方案仅二段磨矿的磨矿设备不同,方案一二段磨矿采用球磨,方案二二段磨矿采用立磨。两个方案可比较部分设备见表7,投资经营费可比较部分比较结果见表8。

表7 方案可比较部分设备表

表8 投资经营费比较表 万元
从投资来看方案二(立磨方案)较方案一(球磨方案)高5 453万元,从经营费来看方案二(立磨方案)较方案一(球磨方案)年经营费低1 656万元,低22.07%。两个方案15年投资经营费现值合计分别为方案一62 052万元,方案二54 459万元,投资经营费现值方案二较方案一低7 593万元,低12.24%,方案二(立磨方案)经济上较优。方案一(球磨方案)特点是:球磨方案在磨矿细度-200目85%时应用非常成熟可靠、投资低;
二段磨矿系列与一段磨矿相对应,磨机大型化、型号统一、台数少;
生产环节少,利于自动化控制和生产管理;
相比立磨方案生产运行费高。方案二(立磨方案)特点是:立磨机细磨工艺效率高、较球磨能降低能耗和球耗,生产运行费低;
设备运行噪音低;
设备基础简单、占地面积小、安装成本低;
立磨机在磨矿细度-200目85%时基本没有应用,其台时能力和节能、降耗效果能否达到预期效果有待验证;
立磨方案初期投资高,设备(立磨机、渣浆泵、旋流器)台数多,相应的工艺管线、阀门、仪表等设施多,二段磨矿生产系统设备增加,自动化控制和生产管理均较复杂。
根据立磨设备生产厂家的立磨试验资料及相关衬板、钢球消耗等资料,立磨方案节能降耗较好,具有较好的经济效益,综合考虑确定二段磨矿系统采用立磨方案。
1)破碎工艺流程的确定。马城铁矿采用矿岩混提方式提升,矿石和岩石经过粗破碎后混合提升至地面,矿石规模为2 200 万t/a,岩石规模115 万t/a,进入选矿厂总矿量2 315 万t/a。按照多碎少磨、能抛早抛、节能降耗、资源综合利用的原则,最终采用的破碎工艺为“粗-中-细三段破碎-干选-高压辊磨”的工艺流程。该破碎工艺流程的确定主要出于以下几方面考虑:
①相比于传统的老三段破碎,增加了高压辊磨环节,破碎产品达到3~0 mm,符合“多碎少磨”的指导思想,节能降耗优势突出。
②全部矿岩均破碎至25 mm以下干选抛尾,主要是考虑在破碎主流程内将废石加工为建材,避免出现在粗碎后或是中碎后干选,废石还需另外进行破碎加工,另建破碎设施的问题。
③粗-中-细三段破碎可以将高压辊磨的给矿粒度降至25~0 mm,可以延长辊子寿命,有利于保证高压辊磨的稳定运行。
④高压辊磨闭路采用干式筛分,解决了湿式筛分工艺高压辊磨需要备用、辊磨与磨选作业率不一致、粗颗粒矿石矿浆管道输送磨损等问题。
⑤入磨粒度变小,磨机给矿量降低,有利于降低磨机规格型号,减少选别设备数量。
破碎工艺具体过程为:原矿经过粗-中-细三段破碎后,产品粒度25~0 mm,进行干式抛尾,废石作为建材销售;
干选精矿经过中间储矿仓给入高压辊磨作业,辊磨产品粒度3~0 mm,进入磨选系统。破碎工艺流程示意图见图1。
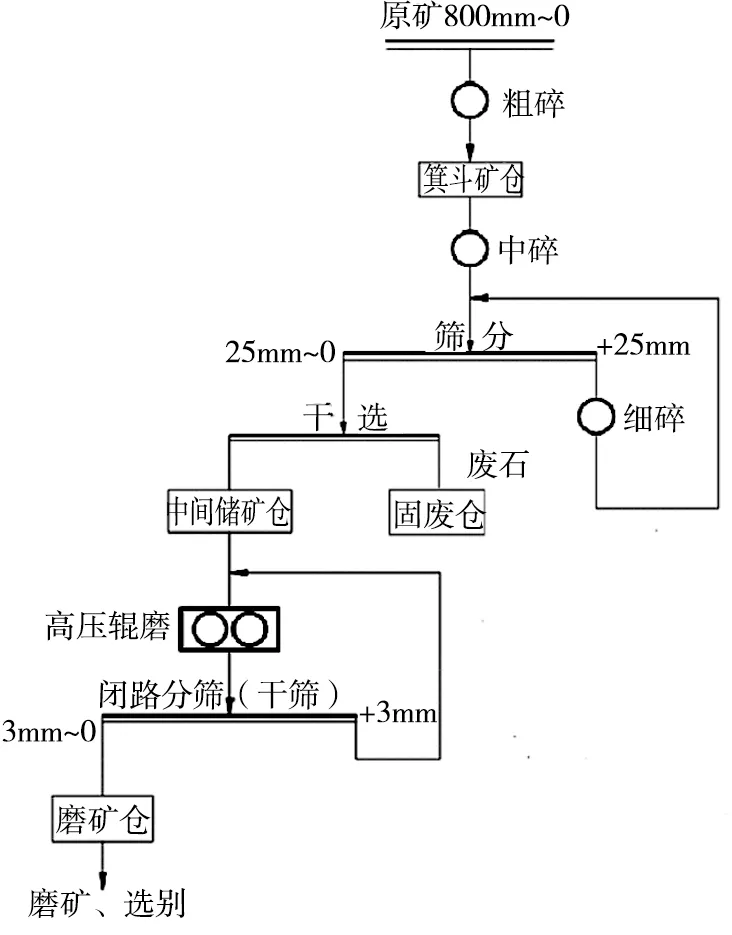
图1 破碎工艺流程示意图
2)磨矿选别工艺流程的确定。选矿厂的磨矿选别流程主要依据马城铁矿选矿试验报告,并参考司家营北区选矿厂生产实际流程确定。马城铁矿实验室选矿第二次试验推荐的选别流程为:“原矿湿式预选-一段磨矿细度-0.074 mm 50%磁选-二段磨矿细度-0.074 mm 85%磁选+淘洗磁选”。司家营北区选矿厂生产流程为“阶段磨矿-阶段磁选-淘洗精选”,一段磨矿产品粒度为-0.074 mm 55%~60%,二段磨矿产品粒度为-0.074 mm 85%~90%。最终采用的磨矿选别工艺为“高压辊磨后产品预先湿式抛尾-阶段磨矿-阶段磁选-淘洗精选”的工艺流程,一段磨矿产品粒度为-0.074 mm 55%,二段磨矿产品粒度为-0.074 mm 85%。该磨矿选别工艺流程的确定主要出于以下几方面考虑:
①磨前预选,能够大幅度降低入磨矿量,提高磨选系统处理能力,节能效果突出。
②阶段磨矿、阶段磁选,既保证了铁矿物和脉石矿物的充分解离又有效的防止了过磨,使磁性矿物在不同的磨矿粒度下,得到了有效的回收。
③二段分级采用旋流器+高频细筛联合分级,分级效率高,能够有效防止过磨,并且高频细筛强制分级能够能保证最终产品粒度,满足精矿长距离管道输送要求。
④选别工艺最后采用二段磁选+淘洗机精选,能够保证铁精矿产品质量,较好的适应马城铁矿多矿体、矿石性质变化大的条件。
⑤预磁选尾矿捞取建筑细砂、最终尾矿捞取干排砂,能够对尾矿产品进行综合利用,并且有效的调节进入充填系统的尾矿量,满足充填系统的需求。
磨矿选别工艺具体过程为:3~0 mm高压辊磨产品首先进行大粒度湿式预磁选,预磁选尾矿捞取建筑细砂,预磁选精矿进入一段磨矿;
一段磨矿产品经一段磁选后进入二段磨矿,二段磨矿产品经二段弱磁选和淘洗精选后得到最终精矿;
最终精矿浓缩后经铁精矿长距离管道输送至迁钢厂区进行脱水;
磨选尾矿经浓缩后,送至尾矿充填系统,充填至井下;
为了适应尾矿充填系统对尾矿量的需求,在尾矿浓缩后设置了尾矿捞砂设施作为调节措施。磨矿选别工艺流程示意图见图2。
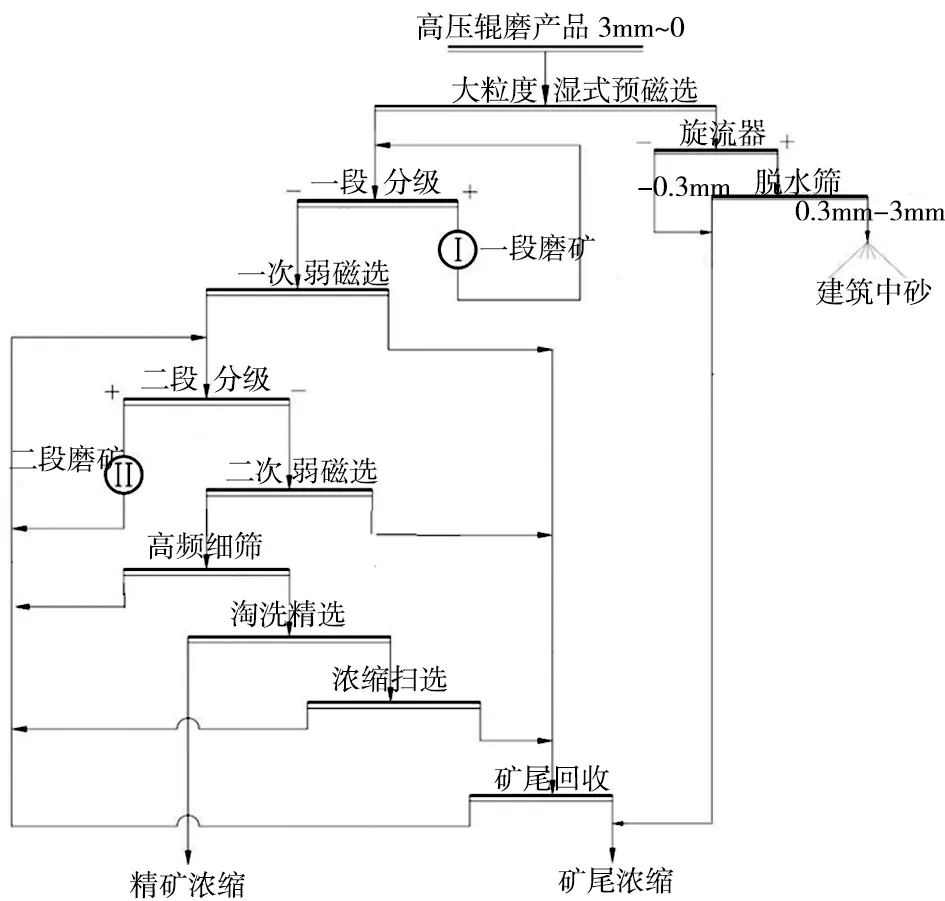
图2 磨矿选别工艺流程示意图
矿用碎磨流程的超细碎、预先分选、高效细磨等新型工艺设备在金属矿山矿物加工领域受到更多的关注和重视,也将会越来越多的得到应用,国内新建的选矿厂大多朝着设备大型化、运行经济化发展,提高处理量并达到节能降耗的目标。同时在绿色选矿的理念下无废排尾的固废综合利用也一并在生产统筹考虑之内。
猜你喜欢辊磨闭路磨机GB/T 35051-2018《选煤厂洗水闭路循环等级》中洗水浓度测定方法的说明选煤技术(2022年3期)2022-08-20高海拔矿山磨机用同步电动机设计防爆电机(2021年3期)2021-07-21立磨机刮板结构的改进建材发展导向(2021年6期)2021-06-09KVM外循环水泥辊磨半终粉磨系统及其应用水泥技术(2021年2期)2021-04-20磨机端盖铸造缺陷研究与工艺研发金属加工(热加工)(2020年12期)2020-02-06辊磨智能控制系统在水泥原料辊磨上的应用水泥技术(2019年5期)2019-11-21水泥厂风扫煤磨机的永磁直驱改造上海建材(2019年3期)2019-09-18生料外循环辊磨技术及应用实例水泥技术(2019年4期)2019-08-17特长隧道高清闭路电视监控系统方案设计与应用中国交通信息化(2019年3期)2019-06-18浅谈室内小型浮选闭路试验操作中几点技巧中国钼业(2018年4期)2018-08-24猜你喜欢
- 2024-01-20 有关于第五次全国经济普查统计重点业务综合培训大会上讲话(完整文档)
- 2024-01-20 “严纪律、转作风、保安全、树形象”专题学习教育活动通知(完整文档)
- 2024-01-20 2024XX区住房城乡建设工作情况汇报
- 2024-01-20 2024高校思政教育交流材料:善用反腐败斗争这堂“大思政课”(精选文档)
- 2024-01-20 2024年主题教育专题党课辅导报告,(4)
- 2024-01-20 关于赴某地学习考察地方立法工作情况报告(范文推荐)
- 2024-01-20 2024年度关于增强党建带团建工作实效对策与建议(精选文档)
- 2024-01-20 教师演讲稿:春风化雨育桃李,,潜心耕耘满芬芳(全文)
- 2024-01-20 主题教育第二阶段来了
- 2024-01-20 2024年度关于到信访局实践锻炼个人总结【完整版】
- 搜索
-
- 打赌输了任人处理作文1000字7篇 05-12
- 当代大学生在全面建设社会主义现代化强 05-12
- 全面建成社会主义现代化强国的战略安排 03-10
- 个人廉洁自律方面存在的问题及整改措施 05-12
- 谈谈青年大学生在中国式现代化征程上的 05-12
- 2022年党支部第一议题会议记录(全文完 11-02
- 作为青年大学生如何肩负时代责任6篇 05-12
- 村党组织建设现状及工作亮点存在问题与 05-12
- 全面从严治党,自我革命重要论述研讨会 05-12
- 产业工人队伍建设改革(全文完整) 10-31
- 11-25国庆70周年庆典晚会 庆典晚会串词
- 11-25办公室礼仪的十大原则 浅谈办公室的电话礼仪
- 01-17用心灵轻轻地歌唱_心灵的歌唱
- 01-17也许你不是我一生的唯一|也许不是我
- 01-17爱了,请珍惜;不爱,趁早放手|爱就珍惜不爱就放手
- 01-17岁月带走的是记忆,但回忆会越来越清晰|有趣又有深意的句子
- 01-17曾经的美好只是曾经,我只想珍惜身边的人|我只想珍惜你
- 01-18从容不惊 [学会笑眼去看世界,不惊不乍,淡定从容]
- 02-03当代大学生学习态度调查报告
- 02-03常用护患英语会话
- 标签列表
